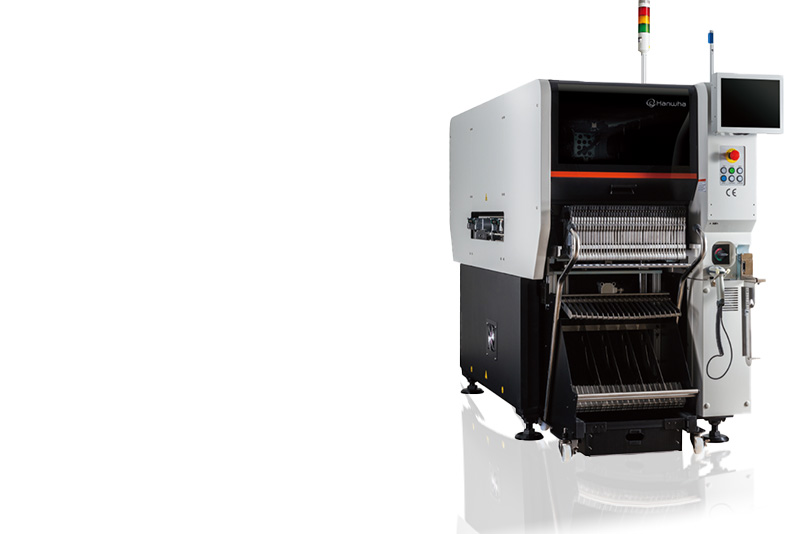
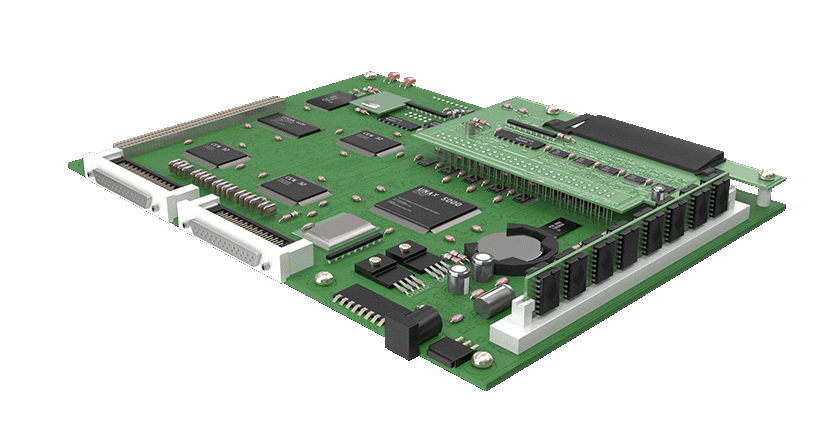
Depuis sa création en 1979, CIF – Le Circuit Imprimé Français conçoit, fabrique et distribue des équipements et produits pour la réalisation de cartes électroniques.
Ces équipements sont destinés à tous types d'applications.
Trouvez auprès de CIF une gamme complète pour réaliser une carte électronique de A à Z.
Equipements / Produits / Accessoires / Services