



CIF and its partner INTERELECTRONIC will be on Booth C05. We will be exposing our Vapor Phase Soldering System A...
Blog categories
Search in blog
Latest posts

Let's meet at INNOELECTRO 2024 !
Read more

Selective Soldering Technical Day on April 23, 2024
Read more
On April 23, 2024, CIF is organizing a technical day on the subject of board design for selective soldering. The day...

CIF at Global Industrie, interview with Philippe Albrieux
Read more
CIF at Global Industrie, interview with Philippe Albrieux Welcome to Majid Jlali, our production machine technician...

We will be present at GLOBAL INDUSTRIE 2024
Read more
Meet us at BOOTH 5V73 Come and see all our new products.

PROMOTION - 20% off your FT03.ADV reflow oven
Read more
From February 15th to March 31st 2024, Save € 667.00 on your FT03.ADVANCED oven.
Overview of SMD soldering technologies for prototypes and micro-series.
Article taken from the magazine - Les Cahiers de l'Industrie Électronique et Numérique december 2022 - n° 114
We offer you a comparison of the different technologies for soldering electronic boards, with the advantages and disadvantages of each solution, so that you can decide which technology is best suited to your needs.
We will only deal here with static closed systems for soldering SMDs, as opposed to manual soldering or repair systems.
Heating element technology (electric resistance or shielded resistance)
Heater heating is generally coupled with air convection for more even heating.
This technology is often the least expensive, with low maintenance costs. These are the main advantages. It is often difficult with this technology to maintain the heating ramps recommended by IPC standards. This is because the heating elements have a high thermal inertia, resulting in a lack of system responsiveness during the heat-up and cool-down phases. In prototyping, this type of system is generally reserved for steaming rather than soldering functions.

Example of a shielded resistor
Halogen/infrared technology
This technology is often considered the classic solution in prototyping, and is often the most widespread. It uses quartz- or halogen-type heating elements to provide heat; it is usually combined with forced air convection to help even out temperature distribution.

Example of a halogen heating element
The main advantages of this technology are
- Low purchase cost
- Affordable maintenance
- Easy-to-implement systems
- Can follow the temperature ramps recommended by IPC standards (rise greater than 1 degree per second)
- Some advanced systems can reproduce the behavior of an in-line furnace, with so-called multi-level functionalities to reproduce the behavior of the different heating zones of in-line production furnaces .
- This makes it possible to reproduce a thermal profile similar to production conditions.

Example of SMTIX 2.0 software for multi-level control
- High power consumption during heating phases, but only during use. It is generally recommended to run a no-load cycle to bring the system up to temperature, in order to guarantee optimum performance and process repeatability. After this preheating, consumption corresponds only to that of the production cycle.
Nitrogen inerting technology
This technology combines one of the two above-mentioned technologies with the addition of nitrogen to replace the oxygen in the air in the furnace enclosure. It is generally used for prototyping brazing, combined with halogen/infrared heating technology.
This technology prevents oxidation of the brazing joints. While this is often essential or even indispensable in production to guarantee the reliability of a finished product over time, it is not always the case in prototyping, where functional testing does not necessarily require the absence of oxidation.
This technology can be very costly in terms of nitrogen consumption. In addition, to be effective and reap the benefits of inerting, it is essential that the nitrogen saturation of the air in the treatment chamber reaches a minimum concentration of 99.95%. Unfortunately, such levels are very rare on prototyping equipment.
On the other hand, the following two technologies can offer definite advantages for functional tests on prototypes, such as those used in power electronics.
Vacuum brazing technology.
This technology combines IR soldering with evacuation of the treatment chamber during the reflow process.
The two main advantages of this technology are inerting. When the vacuum is created in the treatment chamber, there is no air and therefore no oxygen present. This prevents oxidation. Another advantage of this technology is the reduction of voids (or micro-cavities). The vacuum during the liquidus phase ensures that no voids form. This technology offers the best performance in this respect. The reduction or even absence of voids is essential for the use of high currents and long-term reliability.
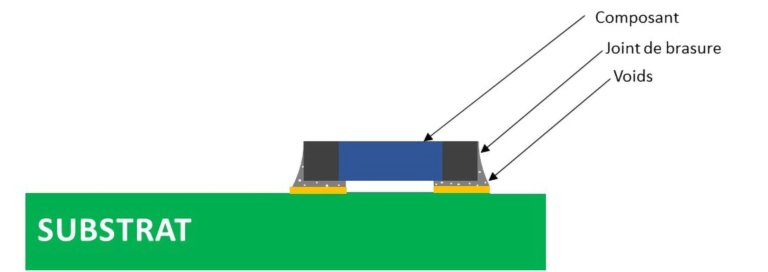
Illustration of voids in a brazed joint
One of the difficulties of this technology lies in the thermal inertia and thermal stress generated by infrared. The special feature of infrared is that heat is transmitted by light waves (light rays), and the absence of air in the treatment chamber means that only IR waves transmit heat. So, depending on the colors, the height of the components (which create shadow zones) and the thermal inertia of each of the elements making up the board, it's difficult to achieve a homogeneous and uniform rise in temperature, and moreover to respect the thermal profiles of soldering creams. This technology is prone to over-shoots (exceeding the desired temperature), which can damage certain components, and to thermal stress (in particular, significant temperature differences on the board), which facilitates the tombstone effect and can even lead to mechanical deformation of the substrate.
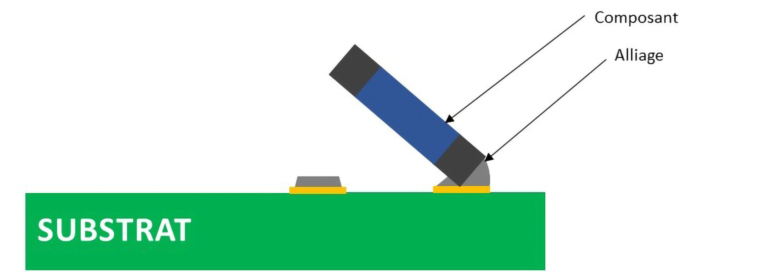
Illustration of the tombstone effect
Vapor-phase soldering technology
This technology uses a medium to transfer heat to the electronic board and its components. The medium used is Perfluoropolyether (PFPE), a liquid at room temperature, which is inert and offers excellent thermal stability in its gaseous state. The temperature of the vapor is determined by the medium used. A grade 230 medium, for example, will have a gaseous (vapor) temperature of 230°C. Galden® is a popular medium for this technology. For more information on this product, visit: https: //www.solvay.com/en/brands/galden-pfpe
Heating elements, generally electrical resistors, are used to heat the medium to a gaseous state. The board to be soldered is then immersed in the generated steam, which transfers its heat to the board for soldering.
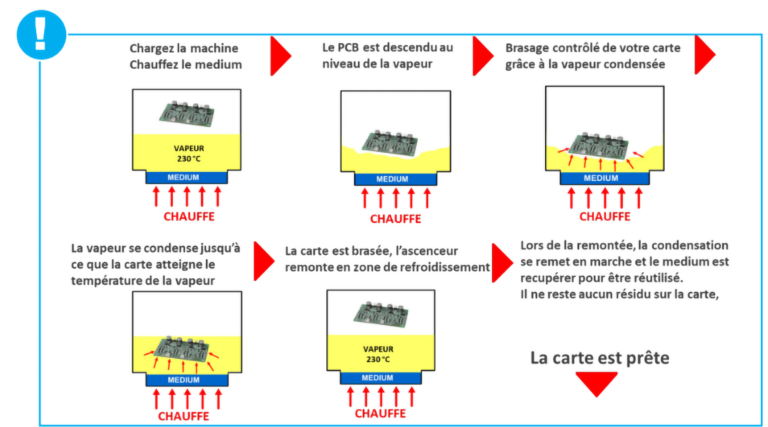
Illustration of the soldering process using a steam phase system with elevator
The main advantages of this technology are
- Inerting
- Reduced voids.

- Reduced thermal stress, with a temperature delta between components that is incomparable to other technologies
- No over-shooting
- No handling errors during the cycle
- Simple adjustment and fine-tuning of the reflow profile
- Different board designs can be used during the same cycle if a soldering cream with the same liquidus (melting) temperature is used .
Combined vapor-phase and vacuum soldering technology.
With this technology, we try to exploit the advantages of both technologies by first carrying out the steam soldering process, and then, at liquidus, drawing all the gas from the processing chamber to create a vacuum to eliminate any remaining voids.
This technology offers the highest levels of brazing joint quality and thermal stress reduction. Due to the cost of this technology, it is generally reserved for prototyping, and for the most demanding applications where no voids are tolerated.
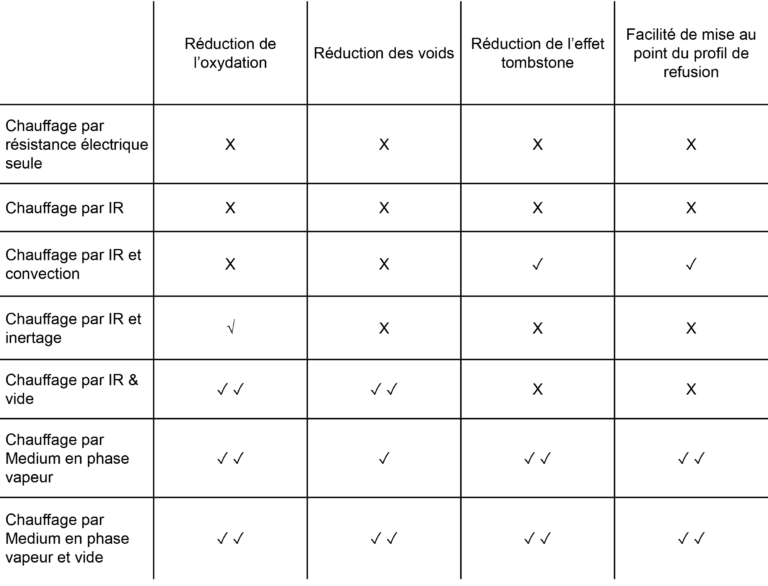
This is a summary table, which may vary according to the equipment used, its options and the overall process (soldering cream, deposition process, placement process, etc.).
Posted in:
Press releases
Related posts
 Hanwha: Modular systems and Industry 4.0
Hanwha: Modular systems and Industry 4.0
HANWHA, formerly SAMSUNG TECHWIN, provides SMT placement solutions combined with state-of-the-art service and...
Read more
Rapid prototyping: Mechanical or laser?
Many manufacturers are having to revise their board designs, sometimes hastily, to enable them to unblock production...
Read more
The challenges of selective soldering and power electronics.
Power electronics, i.e. electronics applied to the management of high currents, is increasingly present in the...
Read more